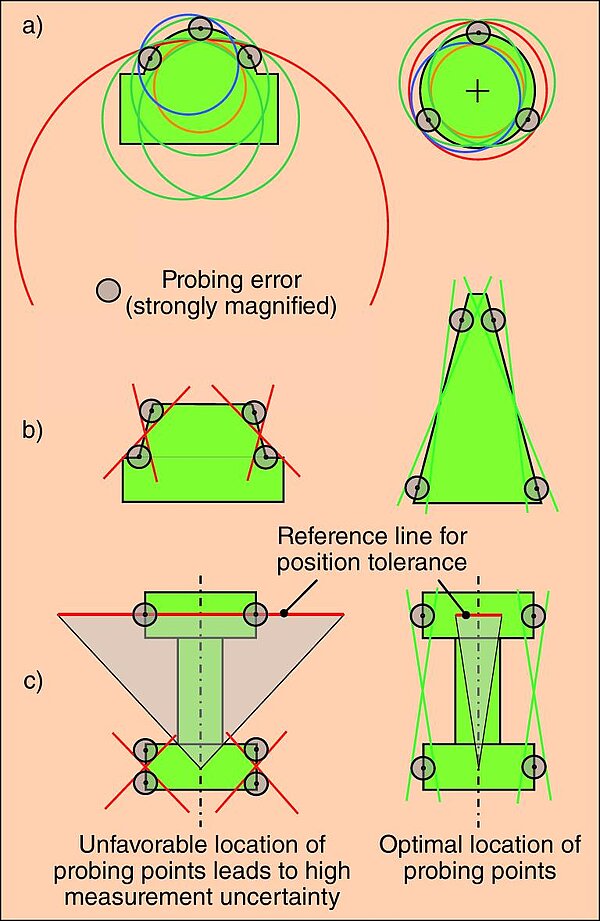
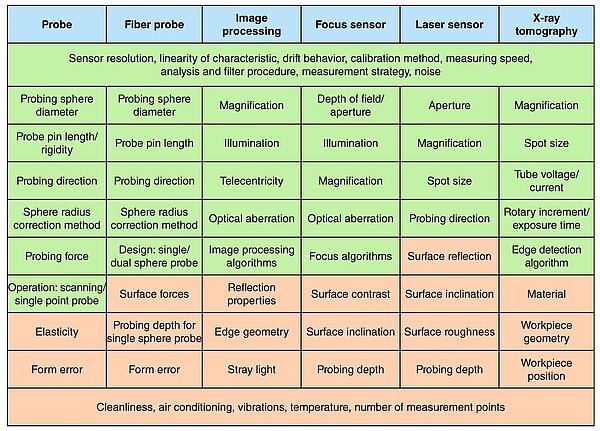
Every measurement of sizes on workpieces such as length, angle, radius, form and position is subject to measurement uncertainty. All factors influencing the measuring process, such as machine technology, workpiece properties, geometry of the features, environment and operator, add up to the size of this uncertainty. Depending on the type of feature, the uncertainty of the measurement points has a different effect on the measurement result. For example, with the same machine technology, the radius of a sector of a circle can be measured much less accurately than that of a full circle. When measuring angles or axis directions, the length of the legs is directly included in the measurement uncertainty (Fig. 67). Other workpiece properties such as form, roughness and contamination also influence the result. In the case of multisensor coordinate measuring machines, the parameters of the sensors are particularly important for the achievable measurement uncertainty, in addition to other machine properties. Table 1 summarises, according to six important sensor types, which parameters influence the measurement error of the machine or the measurement uncertainty of the overall process.
- Development
-
Machines
- Coordinate measuring machines with X-Y table
- Coordinate measuring machines with guideways in a single plane
- Coordinate measuring machines with bridge
- Coordinate measuring machines with rotary axes
- Coordinate measuring machines for two-dimensional measurements
- Coordinate measuring machines with X-ray tomography
- Coordinate measuring machines for special applications
- Sensors
- Software
- Special characteristics
- Accuracy
- Publications
- Literature page