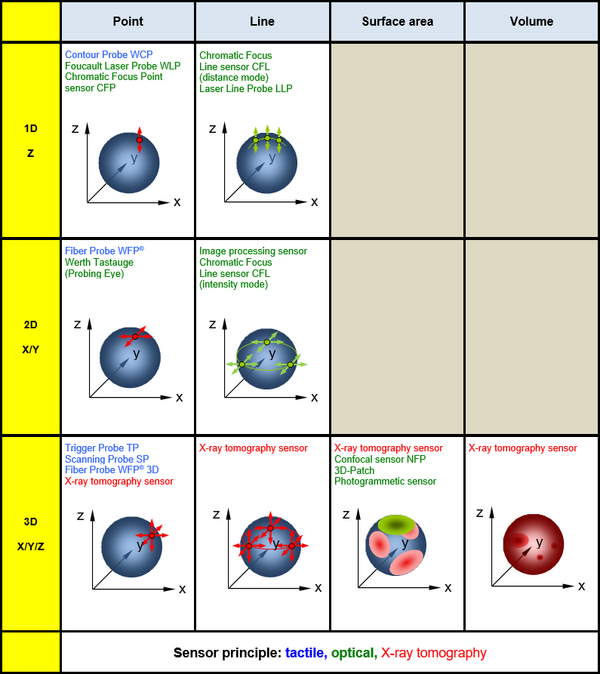
Some sensors (e.g. all styluses) only work on a point-by-point basis. These point sensors are either switching or measuring.
- Development
-
Machines
- Coordinate measuring machines with X-Y table
- Coordinate measuring machines with guideways in a single plane
- Coordinate measuring machines with bridge
- Coordinate measuring machines with rotary axes
- Coordinate measuring machines for two-dimensional measurements
- Coordinate measuring machines with X-ray tomography
- Coordinate measuring machines for special applications
- Sensors
- Software
- Special characteristics
- Accuracy
- Publications
- Literature page