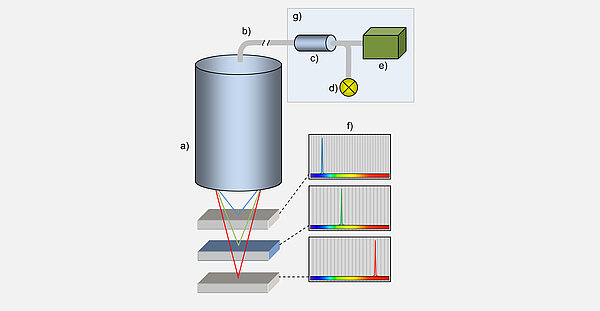
Chromatic focus sensors (e.g. Werth CFP: Chromatic Focus Point) make specific use of an imaging error in optical systems known as chromatic aberration. The optics for this are manufactured in such a way that the chromatic aberration is particularly pronounced. Different working distances (longitudinal chromatic aberration) result for different colours of light. Depending on the distance at which the lens to be measured is located from the sensor, the exit surface of the optical fiber imaged by the lens is best focused on the object for a particular colour (Fig. 21).
- Development
-
Machines
- Coordinate measuring machines with X-Y table
- Coordinate measuring machines with guideways in a single plane
- Coordinate measuring machines with bridge
- Coordinate measuring machines with rotary axes
- Coordinate measuring machines for two-dimensional measurements
- Coordinate measuring machines with X-ray tomography
- Coordinate measuring machines for special applications
- Sensors
- Software
- Special characteristics
- Accuracy
- Publications
- Literature page