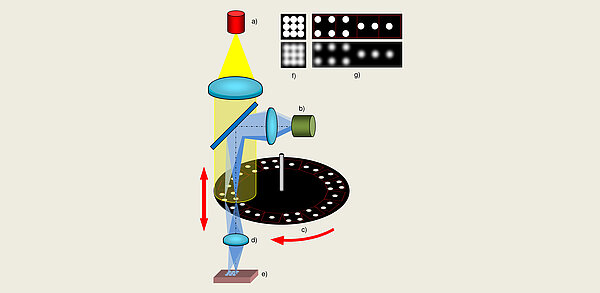
A confocal area sensor (e.g. Werth NFP: Nanofocus Probe, Fig. 24) projects light onto the object via an imaging system. A small pinhole diaphragm reduces the size of the light spot to a very small department. If the light spot is defocussed by moving the sensor head, the light is distributed over a larger area and the dimmed light spot on the object becomes darker.
- Development
-
Machines
- Coordinate measuring machines with X-Y table
- Coordinate measuring machines with guideways in a single plane
- Coordinate measuring machines with bridge
- Coordinate measuring machines with rotary axes
- Coordinate measuring machines for two-dimensional measurements
- Coordinate measuring machines with X-ray tomography
- Coordinate measuring machines for special applications
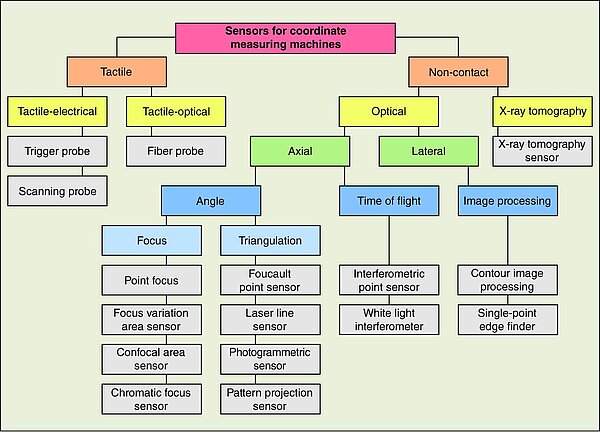
- Sensors
- Software
- Special characteristics
- Accuracy
- Publications
- Literature page